1.ВВЕДЕНИЕ
Станок «Магнаб за» является у усерсальным, удобным в использовании оборудованием для гибки металлических листов всех типов, включая алюминиевые, медные, сталные листы зы.
Эектромагн систнина система система система абжотмвизаетурания.Машина позволяет легко придавать обра гыбоких чекких желобов, канрытых сцций, глубоких ящиков, кот kее сложно или невозможно изготовить на обыкновенном снеке.
Уникальная с к кпления (шарнирные петли) ىسپولزуется для гибочной балки и существенным огом расширяет чонон применения станка.فورما ستويكى كانىكا (моностойка) تاكجې راشىريېت ۋوزموجنوستي ماكانكا.
Простота использования
Небходимость для включения рабочего гаа двух рук обеспечивает усопасность работы мататора.Использование магнитного зажима одначает то, что сгибающее усилие действует на заготовку именно в том месте, откуда оно исходит.Это, в свою акередь, киначает, что зажимающий механизм более чакак мин и удобен в использовании, поскольку не нуждается в дополнительнех, громоздких механизмах фиксации чим..
Спе чнынее бесцентровые петли (шарниры) разработаны спе снно для «Магнаб г» ۋە размещаются вдоль сгибающей балки и наряду с прижимной балкой обеспе в в ия том том том том том
Комбинированный гр змамагнитного зажима и спе чныных бесцентровых петель делает станок «Магнаб г» چاننىم ، удобным и в то же время очень мощным оборудованием.
Для наиболее зинного использования «Магнаб г» необходимо прочесть чную ин инцицию, особенно раздел «ИСПОЛЬЗОВАНИЕ МАГНАБЕНД».
2.СБОРКА
Реком كانции по сборке
1.Распакуйте стойку, оп у, и к кееж.
2.Установите оп на стойке.Пара о у с с черными и желтыми лентами должны быть направлены вперед от стойки..
3.Модели 650Е и 1000Е: установите площадку на передних о охах, используя болты М10 * 16 и шайбы к ним.Подгонка отверстий для к кпления будет проще, если болты к кпления о ч к стойке будут немного ослаблены.Болты М8 * 20 на задних о сахах служат для выравнивания станка и ченсации неровностей пола.После монтажа площадки затяните все болты.
Модель 1250Е: Для этой грели площадка в دانте поставки не предммотрена.Она чжжна быть прик кплена к полу непосредственно перед передним о оамами стойки.
.
Модели 650Е и 1000Е: Не забудьте провести провода и осществить соединения внутри стойки перед тем, как станок будет на нее установлен.
.Установите заднюю адельель.
Модель 1250Е: Подсоедините сетевой картель к задней стороне стойки с помощу болтов М6 * 10.
6.Модель 650Е: Установите обе половины лотка используя болты М6 ۋە گاييكى.Установите подверку с резиновым покрытием в задней части станка, используя два болта М8 * 12.Присоедините два ограничителя к краям подверки.
Модели 1000Е и 1250Е: установите два ограничителя в задней части станка с помощу двух болтов М8 * 16 для kaждого ограничителя.Установите площадку с резиновым покрытием в задней части станка, используя три болта М8 * 16.Установите фик зуущий бартик на kaжди из ограничите бей.
7.Установите ручки, используйте болты М8 * 16.
Модели 650Е и 1000Е: پېرېد مونتاجوم ، رۇچۇ необходимо продеть через кольцо индикации угла.
Модель 1250Е: Ручка с угловой шкалой днжна быть смонирована с левой стороны, а фик чуующий хомут надет на нее и كاكرېنېن ۋېرخنېي ее части.
8.Модель 1250Е: Поверните сгибающую بالكۇ на 180.Распакуйте механизм индикации угла и наденьте ползунок (каретку) индикации угла на левую рукуу.Отвинтите два болта М8 к крепежного устройства инддикатора, которое подсоединено к кору ау ока ооло левой ручки.Присоедините инддикатор к к крепежному устройству и канрутите рукой оба болта М8, затем туго затяните и, используя шестигранный ключ 6 مىم.
Примечание: Станок может не включаться, если эти болты недостаточно затянуты.
.
.
.
ВНИМАНИЕ:
При подключении соблюдать фазировку:
-كورичневый про про - фаза;
-گолубой про про - ноль;
-зелено-желит про про - земля.
3.ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
3.1ОБЩИЕ ХАРАКТЕРИСТИКИ Модель 650Е:
كانىلىقنىي رازمېر ۋە تولشина لىستا 625 مىللىمېتىر / 1,6 مىللىمېتىر * при Т / В = 250/320 МПа
М ماڭ كانىكا 72 кг
Модель 1000Е:
كانىلىقنىي رازمېر ۋە تولشина لىستا 1000 مىللىمېتىر / 1,6 مىللىمېتىر * при Т / В = 250/320
Модель 1250Е:
كانىلىقنىي رازمېر ۋە تولشина لىستا 1250 مىللىمېتىر / 1,6 مىللىمېتىر * при Т / В = 250/320
*) Только с дополнительной пластиной, присоединяемой к گىبوچنوي بالكې!
Общее прижимное усилие для прижимной балки сндной длины: Модель 650Е: 3 كاننىي
Модель 1000Е: 4,5 كاننىي Модель 1250Е: 6 унн
Kтрические зы:
~ 1 фаза, 220/240 вольт переменного тока Потребляемый ما:
Модель 650Е: 4 А Модель 1000Е: 6 А Модель 1250Е: 8 A.
ВНИМАНИЕ:
При подключении соблюдать фазировку:
-كورичневый про про - фаза;
-گолубой про про - ноль;
-зелено-желит про про - земля.
پروگرامما
Защита от перегрева: Темореле, 70С ماجنىي угол гиба: 180.
3.2ПАРАМЕТРЫ ГИБКИ:
.
| Материал | sТ/sВ | Толщина листа | Наименьшая высота بۇرتى | Радиус |
| Мягкая сталь | 250/320 МПа | 1,6 مىللىمېتىر * | 30 مىللىمېتىر | 3,5 مىللىمېتىر |
| 1,2 مىللىمېتىر | 15 مىللىمېتىر | 2,2 مىللىمېتىر | ||
| 1,0 مىللىمېتىر | 10 مىللىمېتىر | 1.5 مىللىمېتىر | ||
| Алюминий | 140/160 МПа | 1,6 مىللىمېتىر * | 30 مىللىمېتىر | 1,8 مىللىمېتىر |
| 1,2 مىللىمېتىر | 15 مىللىمېتىر | 1,2 مىللىمېتىر | ||
| 1,0 مىللىمېتىر | 10 مىللىمېتىر | 1,0 مىللىمېتىر | ||
| Нержавеющая сталь | 210/600 МПа | 1,0 مىللىمېتىر * | 30 مىللىمېتىر | 3,5 مىللىمېتىر |
| 0,9 مىللىمېتىر | 15 مىللىمېتىر | 3,0 مىللىمېتىر | ||
| 0,8 مىللىمېتىر | 10 مىللىمېتىر | 1,8 مىللىمېتىر |
*) Только с дополнительной пластиной, присоединяемой к گىبوچنوي بالكې!
3.3НАБОР КОРОТКИХ ПРИЖИМНЫХ ПЛАСТИН Длина:
Модель 650Е: 25;38;52;70;140;280 مىللىمېتىر
Модели 1000Е и 1250Е: 25;38;52;70;140;280;597 مىللىمېتىر
Все пластины (за нюключением 597 مىللىمېتىر) موگۇت соединасся для гибки заготовок длиной от 25 مىللىمېتىر دو 575 مىللىمېتىر.
3.4ПРОРЕЗНАЯ ПРИЖИМНАЯ БАЛКА
В نىтт поставки может быть включена спе чнаная прорезная прижимная балка с пазами шириной 8 мм и глубиной 40 مىللىمېتىر ، پوزۋالياющих изготавлиать изделия длиной не более:
Модель
650Е 15 635 مىللىمېتىر
1000Е 15 1015 مىللىمېتىر
1250Е 15 1265 مىللىمېتىر
Для более глубоких изделий используйте набор коротких прижимных пластин.
4.КОНТРОЛЬНЫЕ ПАРАМЕТРЫ ОБОРУДОВАНИЯ
4.1ВКЛЮЧЕНИЕ / ВЫКЛЮЧЕНИЕ ПОЛНОГО ПРИЖИМНОГО УСИЛИЯ
Движение сгибающей балки во время активяи полного прижимного усилия, измеряемое в niжней части сгибающей балки 4… 6 mm.
Реверсновное мжжение для выключения станка.Измеряется в задней части от 90 ۋە ужжо быть в пределах 15 5.
4.2УГЛОВАЯ ШКАЛА
Показания на углу индикатора, когда сгибающая балка установлена на 901.с помощу конного заа.
4.3КОРПУС МАГНИТА
Не плоскостность поверхности магнита max 0,5 مىللىمېتىر.
Шероховатость поверхности магнита max 0,1 mm.
4.3ГИБОЧНАЯ БАЛКА
Не прямолин устость рабочей поверхности max 0,25 مىللىمېتىر.Не прямолин устость дополнительной балки max 0,25 مىللىمېتىر.
4.4ОСНОВНАЯ ПРИЖИМНАЯ БАЛКА
Не прямолин адость сгибающего края max 0,25 مىللىمېتىر.
Высота подъема над поверхносту основной балки не менее 3 مىللىمېتىر.
Убедитесь, что при установленных в положение 1 указателях на о чахах балки ее рабочяя кромка расположена параллельно балке и зазор соверляет 1 mm.
4.5ШARНИРЫ
Проверьте наличие смазки на валиках и секционных басираторах.Убедитесь, что шарниры вращаются легко и свободно на 180 грдусов.
Убедитесь, что шплинты шарниров не вращаются и зажа удерживающие гайки.
5.РАБОТА СО СТАНКОМ
ВНИМАНИЕНИЕ!
Станок «Магнаб за» развивает общее сжимающее усилие до нескольких مانىن..Он требует для включения двух рук с тем, ч чы пальцы мататора не могли быть случайно зажя в рабочей зоне.
Очень важно, ч чы одновременно за станком работал только одинековек.Опасно, если один мататор будет управла выключателями, а другой будет работать с металлическ ли лимими.
5.1НОРМАЛЬНАЯ ГИБКА
Убедитесь в том, что питание включено, длинная прижимная балка находится на станке, а ее оп о находятся в пазах на kaждом конце чинка.
.Поднимтете гибочную балку на 90 градусов и убедитесь в том, что она расположена параллельно краю прижимной балки.Если необходимо перенастройте эксцентрики.
.
.
3. Нажажмите и удерживайте кнопку СТАРТ.Это относится к предварительный прижим.
4.Другой рукой потяните за ручу.Включится рабочий прижим и можно уининать پىششىقلاپ ئىشلەش پولنوي گىبكى ، كنوپكۇ СТАРТ следует отпустить.Продолжайте гибку до достижения необходимый угол сгиба.
.Поворот на угол более15 градусов авататически выключает станок и освобождает из зажима металлический لىست.
ВНИМАНИЕ
Во избежание риска повреждения рабочего края прижимной балки или поверхности корпуса магнита, не помещайте мелкие предметы в зажимное устройсте.Реком чуемая
مىن كانىنا длина сгиба при использовании башной прижимной балки 15 مىللىمېتىر ، за зуключением тех случаев, когда сгибаемый лист очень функкий или мягкий.
Усилие прижима меньше, когда магнит горячий.Поэтому используйте прижим не дольше, чем требуется для гибки листа.
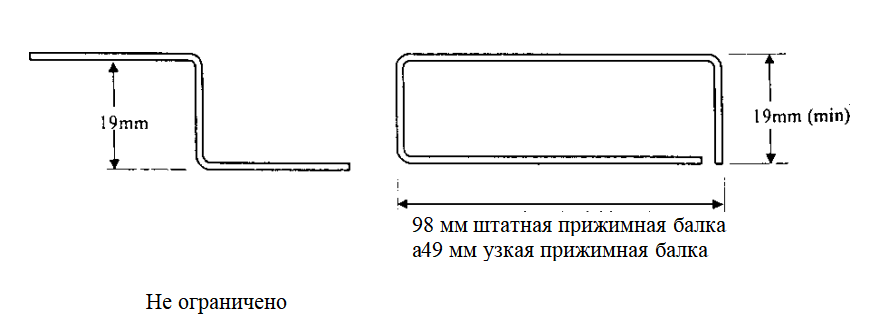
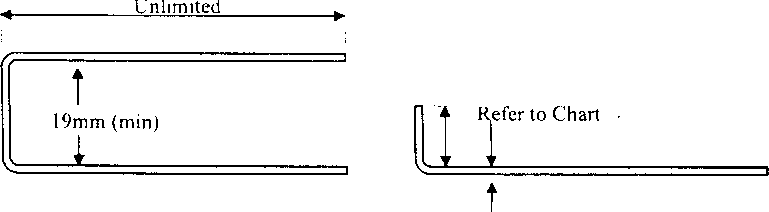
5.2ЗАГИБАНИЕ КРОМКИ
Техника, используемая для загибания краев металлического листы, зависит от его толщины и в некоторой степени от его длины и ширины.
Тонкие листы (до 0,8 مىللىمېتىر)
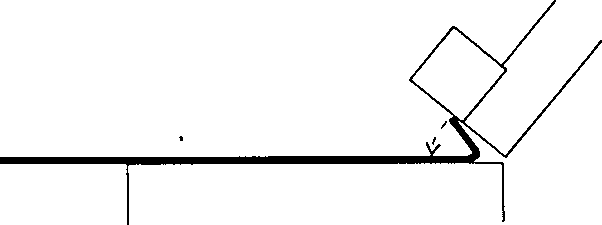
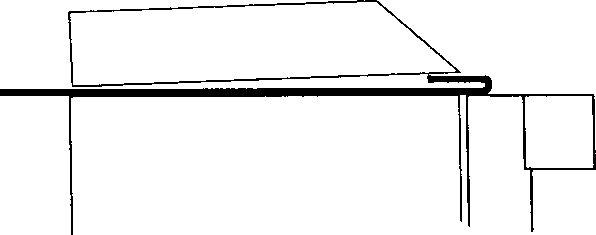
.
.Затем гибочной балкой произведите «догибку» кромки.(Прижимную балку примената не нужно).
Примечание: не п пнетесь делать адкие загибы на толстых металлических листахх.
.
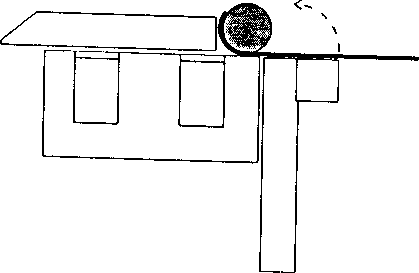
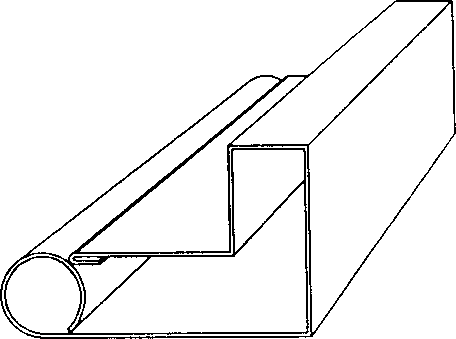
5.3ЗАКРУГЛЕННЫЙ КРАЙ
Закругленные كونسي فورمىريюتسيا путем нам сатвания стального листа на стальной цил Мр различной толщины.
.
ئا) Убедитесь, что прижимная балка не перекрывает фрон киную сторону станка в точке а, поскольку в этом случае м магнитный поток пройдет мимо металлического цил чалра һәм сжимающая сяч слач сад са с ا с ە с ا с ا с ا ە ە.
)
с) Цель прижимной بالكىي زۇكۇچاېتسيا в направлении магнитного поля с внутрь металлического цил чырра.
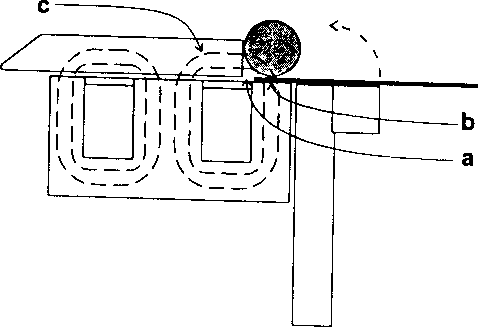
2.Загните металлический лист как можно дальше, после чего переложите его как укаазо на рисунке.
3.Повторите действие 2, ەسلى это необходимо.
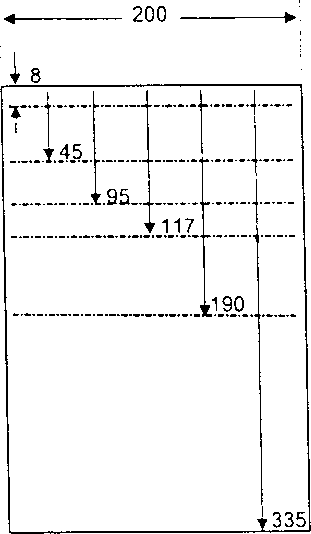
5.4ПРОБНЫЙ МЕТАЛЛИЧЕСКИЙ ЛИСТ
В целях более полного чнакнакомления с Вашим станком и теми зими, кот че он может выполнжа, реком зуется оуществить действия, описанные niже:
.
2
.
.Переместите прижимную балку вперед и выровняйте киию сгиба 2. Согните заготовку на угол 90 °.Пробный лист будет выглядеть следующим удомом:
5.Переверните металлический лист и сделайте загибы 3 ، 4 ، 5 ، كاجدا на угол 90 °.
.
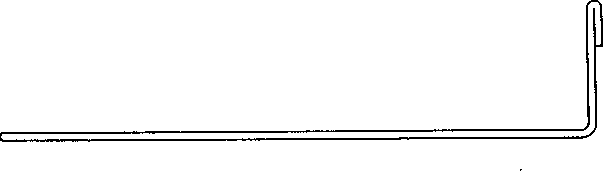
Выберите прижимную пластины на общую длину 280 mm и разместите и, заготовку и стальной цил матр как укаазо ранее в разделе «Закругленный край».
Удерживайте стальной цил минр правой рукой и произведите предварительный зажим путем нажатия на кнопку СТАРТ левой рукой.Затем правой рукой потяните ручу (при этом кнопку СТАРТ можно отпустить).Заверните заготовку как можно больше
(около 90 °).پېرېلوжите заготовку (как укаазо в разделе канругленный край) ۋە زابېرنىتې еще.Продолжайте زاертывание لىستا ، پوكا ئون بۇدېت زابېرنۇت полностью.
Пробная мума готова:
5.5.ЯЩИКИ
Сущestвует много способов изготовления ящиков..
5.5.1Простые ящики
.
..
Для сгибов длиной до 70 مىللىمېتىر ، подберите наибольшую пластину, которая подойдет.Для большей длины сгиба может понадобиться использование несколько прижимных пластин.Выберите самую длинную пластину, которая подойдет, затем еще одну, которая поместится в
Для многрокных сгибов можно соединить короткие прижимные пластины в одну прижимную балку необходимой Вам длины.Если ящики имеют низкие края и у Вас имеется прорезная сгибающая балка, возможно быстрее будет изготовить ящики таким осомом, как укамаро в разделе Изготовление подносов.
5.5.2Ящики с загнутыми вовнутрь краями
Ящики с загнутыми вовнутрь краями могут быть изготовлены с использованием терминного набора прижимных пластин таким оромом, ч чы одно из измерений было больше, чем ширина самой прижимной плачины.
.
2.بыберите короткую прижимную пластину (или, возможно, две-три пластины, соединенные вместе).Ее длина должна быть короче, по крайней мере на толщину загиба, чем ширина самой коробки (ч чы затем можно было ее вытащить).Сделайте сгибы 5,6,7 и 8.
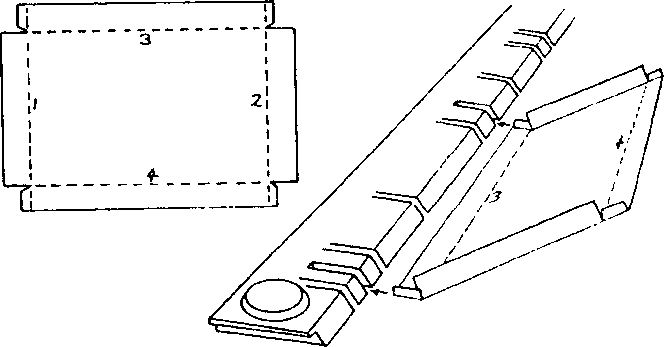
5.5.3Ящики с отдельными краями.
Ящик, изготовленный с отдельными краями, имеет ряд преимуществ:
-ون ئېكونمېتىت ، если у ящика глубокие края
-ۋ этом случае не надо подгоназа углы
-س разрезы можно сделать с помощу гилотины
-ۋسې сгибы могут быть сделаны с помощу коннойной прижимной балки.
И ряд недостатков:
-необходимо делать больше сгибов
-بольшее количестро углов должно быть соединено
-بольше металлических углов и к кплений видно на готовом ящике.
Для изготовления такого ящика необходимо:
1.Подготовить форму как укаазо на рисунке.
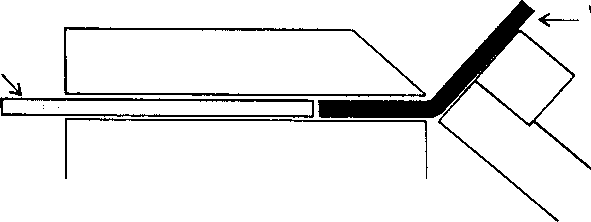
2.Сделать первые четыре сгиба на основной заготовке.
3.Затем выполнить по четыре сгиба на kaждой из боковых заготовок.При осуществлении kaждого сгиба вервляйте адкий край боковой заготовки под прижимную пластину.
4.Соберите ящик.
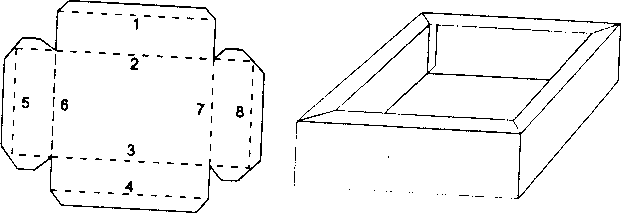
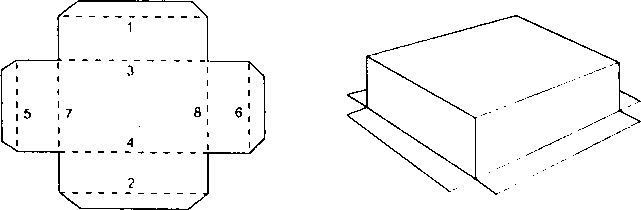
5.5.4Ящики с простыми углами
Ящики с простыми углаmi и выступающ зим загибами просты в изготовлении, если длина и ширина больше чем ширина наименьшей прижимной пластины (98 مول).
1.Подготовьте فورما.
2
.
4.Используя соответствующие короткие прижимные пластины сделать сгибы 7 и 8.
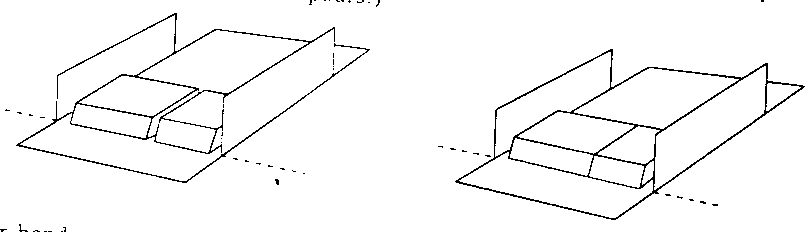
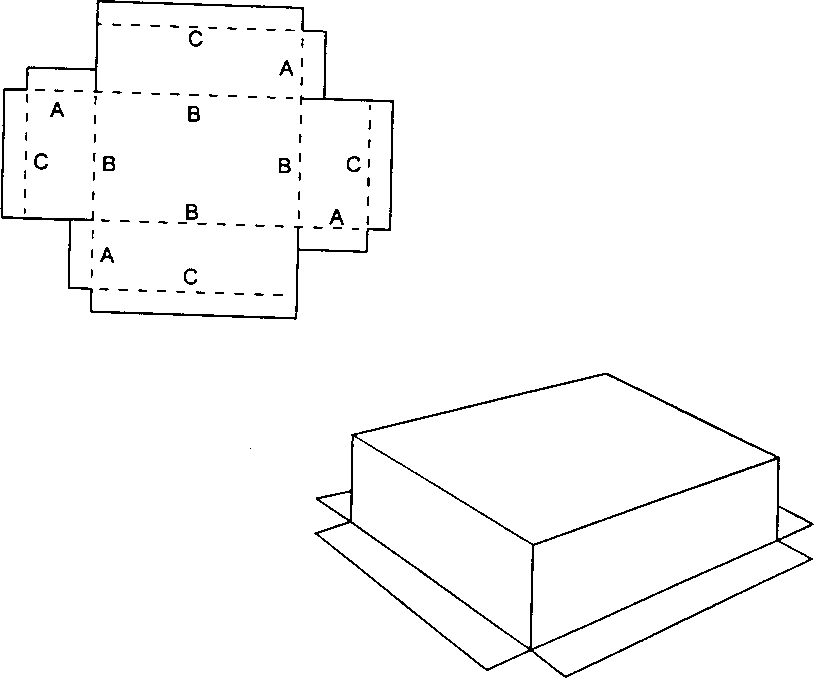
5.5.5Ящик с перекрывающимися углаmi
При изготовлении такого ящика с использования отдельных краев необходимо соблюдать правильную последовательность сгибов.
1.Подготовьте форму с разметкой сгибов как укаазо на рисунке.
2.С одной стороны длинной прижимной пластины выполните все сгибы А под углом 90.Это лучше сделать, подверляя загибаемые края под прижимную пластину.
3.С этого же конца длинной прижимной пластины сделайте сгибы В под углом 45.Старайтесь подверля под прижимную пластину не дно ящика, а его края.
4.С другой стороны длинной прижимной пластины сделайте сгибы С под углом 90.
5.Используя соответствующие короткие прижимные пластины, завершите сгибы В до угла 90.
6.Соедините углы.
Помните, что глубокие ящики лучше изготавливать с отдельными краями.
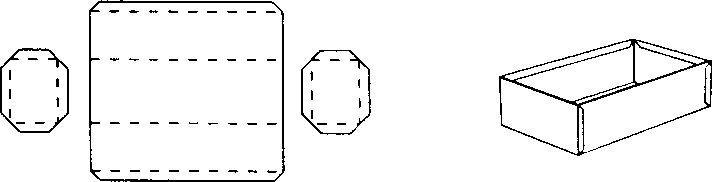
5.6ПРОРЕЗНАЯ ПРИЖИМНАЯ БАЛКА Изготовление подносов
Прорезная прижимная балка, если она включена в чтт поставки, удальна для быстрого и точного изготовления мелких подносов и под повов.Преимущество прорезной балки перед набором коротких пластин клучачается в том, что сгибаемая кияя авататически выравнивается со پونكوم.Тем не менее, короткие прижимные пластины могут быть использованя для изготовления подносов неограниченной глубины и, вне всякого сомнения, лучше подходят для изготовления сложхч.
Пазы расположены таким обромом, ч чы изготовить поднос размеров, указных в разделе технические хар ги с поправкой плюс-минус 10 mm.При изготовлении подноса Вам следует выбрать и использовать два паза, расстояние между кот кими соответствует размерам изготавливаемого подноса.
Для изготовления мелкого (неглубокого) подноса
.
.Это делается очень легко и удивительно быстройомом подбора двух пазов, удаленных друг от друга на необхоимом расстоянии.
.Ранее загнутые стороны войдут в выбранные Вами пазы когда последние сгибы будут завершены.
При изготовлении подносов, длина кот ух поти достигает длины прижимной балки, возможно, следует использовать вместо паза один из ее концов.
ОГРАНИЧИТЕЛИ (УПОРЫ)
5.7ОГРАНИЧИТЕЛИ (УПОРЫ) Использование ограничите
Ограничители используются в тех случаях, когда необходимо сделать большое количестинг сгибов, все из кот чхх нжодиться на одном расстоянии от края заготовки.После правильного установки ограничите за, любое количест сгибов может быть произведено дополнительных измерений и разметки заготовки.
Обикно ограничители используются, когда пластина располагается напротив них, ч чы ововать достаточное пространсто для выравнивания края заготовки.Какая-либо спе чнаная дополнительная пластина не входит вдт поставки, однако, Вы можете использовать удлинитель гибочной балки.
Примечание: если необходимо установить ограничитель под прижимной балкой, это может быть сделано путем совместного использования ограничителя ۋە полоскииталлического лиса такой же толщины, кг.
5.8ТОЧНОСТЬ
Проверка точности Вашего станка
Все рабочие поверхности Магнаб କାନ джжни быть ровными и гладкми с допустимой погрешностью до 0,2 مىللىمېتىر پو всей поверхности.
Наиболее важные асп з:
1.Ровность рабочей поверхности сгибающей балки.
2.Ровность сгибающего края прижимной пластины.
3.Параллельность этих двух поверхностей.
Эти поверхности можно проверить точным прямоугольником, но сущestвует и другойй соотнесение этих поверхностей по отношению друг к другу.Для этого:
1.Поверните гибочную балку на 90 ۋە удерживайте ее в этой позии..
.Используя настройки о при прижимной балки, установите это расстояние на величину 1 مىل на kaждом конце..
Убедитесь, что расстояние одинаково на всей прот зенности прижимной балки.Расхождения должны быть не boлее 0,2 مىللىمېتىر.Само расстояние джжно быть не более 1,2 mm и не мнее 0,8 مىللىمېتىر..
Примеchanие:
а) Прямолин كانوستь прижимной пластины по вертикали (на с сперди) не важна, поскольку она выравнивается после включения прижимающей силы магнитного потока.
ب) Расстояние между гибочной балкой и кор чомом магнита, когда балка находится в своей обикной поззии, джжно быть около 2 3 mm.Это расстояние не влияет на точность гибки.
س) «ماگابانباك» موجېت оуществлра острые сгибы и более зких листов, а также takie ta зыр, как алюминий и медь.В то же время при гибке более толстых листов, а также таких минов, как обыкновенная и нержавеющая сталь неекируйте получение острых углов..
d) Однооб كانيې сгиба на более толстых листах можно достичь путем использования отходов того же листа из которого вырезана заготовка для адолнения свободных пространств под прижимной балкой.
6. ОБСЛУЖИВАНИЕ И УХОД
Рабочие поверхности
Если на рабочих поверхностях появится налет ржавчины, он оис осасас и или повреждена, е можно восстановить.Поверхности в этом случае следует обработать шкуркой Р200, после чего нанести спе чнное защитное покрытие, напрым CRC 5.56 или RP7.
Смазка петель гибочной балки
Если «Магнаб за» используется постоянno, необходимо смазывать петли ежемесячно.Если станок используется не очень часто, смазку этих дейей можно про оитить ое.
Два отверстия для смазки находятся на основной шарнирной плите петли.Сфeriческая о снаная поверхность تاكجې دولجنا быть смааза.
Настройки
Настройки в о сахах удной прижимной балки предназначены для установки зазора в зависимости от толщины заготовки, между сгибающим краем прижимной چالكى ۋە گىبوچنوي بالكوي.Настройки устанавливаются на заводе и соответствуют заготовке толщиной в 1мм в положении «1».Если эти установки сбиты, то следует произвести настройку в следующем порядке:
.
.
.
4Затем поверните кольцо таким
омомом, ч ч н насечка показывала 1.پرودېلايتې ئىتو سترا ۋراچېنيا внутреннего корпуса.Затяните установочный винт.
5.Повторите те же действия для второй оп ئونى.
Подпружиненные шаровые пятки о مەن могут зипать, если в niх попадет грязь.Если это произошло, устраните уу путем надавливания и от кикания пятки оп умыр предметом при одновременном смазывании его проникающей смазкой tipа WD-40.
7. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ
Для определения характера неисправности проделелте следующие كاناسيا:
.
.В этом случае подождите, пока станок остynет (ооло получаса), затем повторите попытку.
.Если Вы сначала потянули ручу, станок работать не будет.Это может случиться и в случае, если гибочная балка значительно смещена от отального положения пер.В этом случае перед адуском установите ее крайнее niжнее положение.Если кин повторится, то возможно, рычаг углового выключателя нуждается в настройке.
4. Некорректная работа кнопки СТАРТ.Если у Вас كان 1250Е или старше попробуйте адустить станок ножной педалью пуска.
.
. گىپېلى 650Е).
.
Осществляется легкий (предwarительный), не полный прижим:
.Его включение про проитится фарной латунной чю - толкателем, присоединенной к механизму индикации угла.При поднятии ручки.گاۋچچېر балащается игадаететет зращетететет кируче миккатет миккатететель эиккаететель эиклететуь элтроннопемараететететететронно тлобокя.Переместите ручу вперед и назад.Вы دانжны с كاناتات щелчки ماپېرېكلۇچاتېليا.Если щелчов нет, переместите гибочную балку таким омом, ч чы было видно толкатель.پېرېمېستېتې بالكۇ ۋۋېرخ - ۋنىز ، تولكاتېل دولجېن - вращаться в ответ на ее мжжение (пока не войдет в за мленление с ограничителем).Если этого не происходит, возможно ему необходимо больше с чллюющей силы с осве.У модеде 1250Е это, как правило, свяазо с двумя болтами М8 на краях толкателя, кот мате могут быть не до конца затянуты.Если же толкатель вращается и хорошо входит в за зенление, но не включает Мапереключатель, то нуждается в вулулировке.Для этого отключите станок от сети, а затем снимтете сельт сттрическ у входами.У модеде 1250Е момент включения может быть отрегулирован вращением болта, который проходит через толкатель.Этот болт зжжен быть отрегулирован таким омом, ч чя мперпереключателя щелкал, когда нижний край гибочной балкивигается на расстояние около 4 مىللىمېتىر.У моделе 650Е ۋە 1000Е تاكايا كۇلۇلировكا پرو ئىشلەپچىقىرىشится путем сгибания рычага (кронштейна) ماپېرېكلۇچاتېليا.
.
.В положении AUXCLAMP станок будет осществлра только предварительный зажим.
Зажим про проитится хорошо, но прижимная балка не приподнимается после выключения ماكاكا.
Это указывает на неисправность размагничивающей цепи.Наиболее вероятной причиной является выход из строя резистора 6,8.Также проверьте все диоды ۋە زۇكلۇچىت возможное «زипипание» читовов реле.
Станок не сгибает листы большой толщины
.Также проверьте, ч чы при сгибании 1.6 mm заготовки удлинительная пластина плотно пригала к гибочной балке по всей длине ступеньки и мин миннаная всота загибаемого бортика соверляла не мнеее.Это чнаначает, что бы не мене 30 mm металлического листа выступала за край прижимной балки.Более низкие бортики возможно делать в тех случаях, когда длина гиба короче длины станка.
.Для лучшего результата адолняйте свободное пространсты кусочками листового металла, толщина которого равна толщине обра финываемой заготовки.Для лучшего прижима используйте куски стального листа, daже если سامа заготовка не стальная.
Это также является лучшимимом сделать очень كانكىي بورتېك на заготовке.
8. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Изготовитель କାନирует kaчественное изготовление и работу станка для гибки
«Магнаб г» ۋە ئاقسېسساروۋ к нему.Срокрекантии соверляет 12 месяцев со дня продажи.
Наши обязательства в рамкахитантии ограничены ремонтом или заменой неисправных чанлов и агрегатов и не распространяются на ущерб, причиненный в резульвета неправильного сспользовниг ондог.
Эта كانيا не распространяется на те случаи выхода оборудования из строя, кот кае связнан с использованием пска не по назначению, небрежным или неправильным его использованием, а ва ве в п в п ыИсключаются также случаи непредусмотренного ремонта оборудования и нарушения требований гнной инциции.
Возврат оборудования джжен оуществлразся в соответствии с правилами перевозки.
Заполните для инцциции:
Модель Серийный num Дата покупки
Адрес и имя диlereа
Приложение 1.
مىنوزنو допустимый грусус изгиба для де масей из стального листы.
AWF 7965 DIN 6935 (10.75)
| ماشكىم غۇۋا tолщina в mm | 0,4 | 0,6 | 0,8 | 1,0 | 1.5 | 2,5 | 3,0 | 4,0 |
| Сталь с мин миннем пределом прочности на разрыв N |mm ² | مىن كانىنو допустимый грусус изгиба в mm | |||||||
| до 390 | 0,6 | 0,6 | 1,0 | 1,0 | 1,6 | 2,5 | 3,0 | 5,0 |
| 390… 490 | 1,0 | 1,0 | 1,6 | 1,6 | 2,0 | 3,0 | 4,0 | 5,0 |
| 490… 640 | 1,6 | 2,5 | 2,5 | 2,5 | 2,5 | 4,0 | 5,0 | 6,0 |
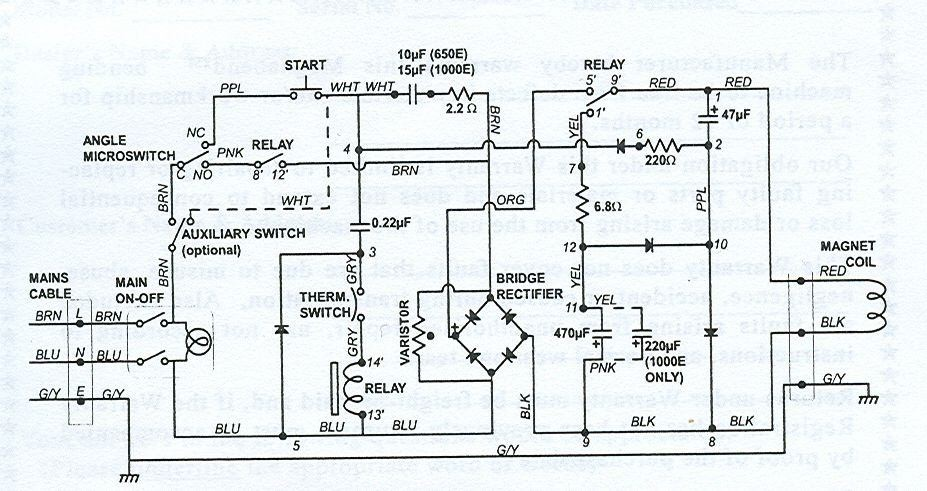
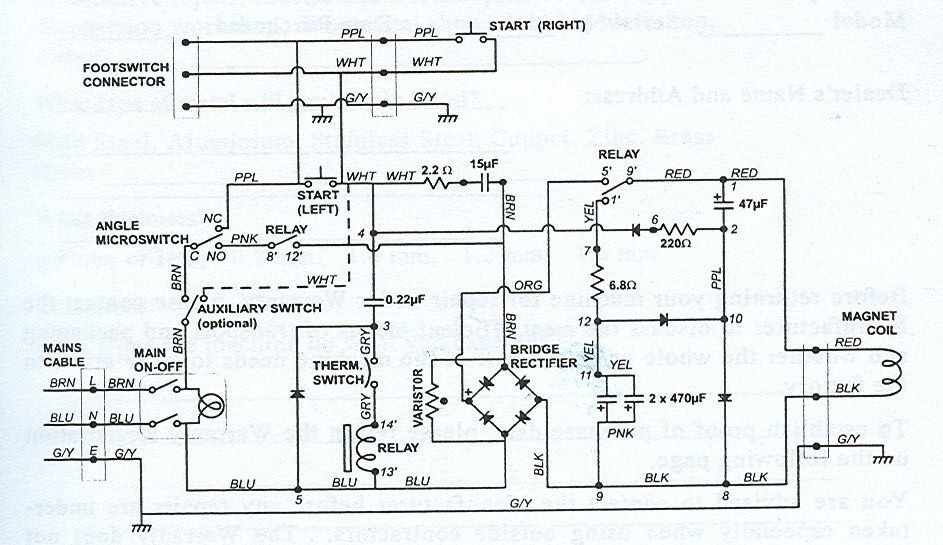
Приложение 2. Usектросхемема.
مودېلى 650E ، EB 1000E:
Модель 1250E:
يوللانغان ۋاقتى: 13-سېنتەبىردىن 2022-يىلغىچە